
Linka na vytláčanie vlnitých dlaždíc z PVC

Predstavenie produktu
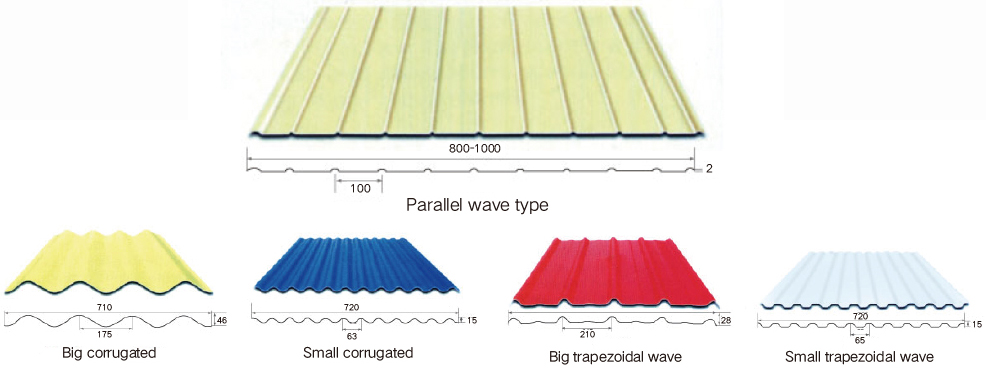
Ako náhrada za pozinkované oceľové dlaždice sa vlnitá lepenka stále viac a viac uplatňuje v stavebníctve, Grace prispôsobuje rôzne riešenia podľa požiadaviek klientov na štruktúru produktu, tvar, ktorý má šírku od 720 mm do 1130 mm a hrúbku od 0 8 mm do 3 0 mm Podľa výhradných preferencií rôznych regiónov navrhuje Grace klasický typ s okrúhlou vlnou a lichobežníkový tvar Špeciálna skrutka a hlaveň spracovaná zliatinou môže spĺňať požiadavky na výrobu formulácie s vysokou náplňou 80-100 phr Kalibračná forma využíva špeciálny dizajn prietokového kanála, čím sa zväčšuje priestor chladiacej vody a finálny produkt, ktorý výrazne zlepšuje chladiaci účinok a rýchlosť tvarovania. Zároveň je bezprašná rezačka perfektným riešením na rezanie strešných škridiel.
Hodnotová výhoda
1. Špeciálny dizajn skrutky, ktorý môže zabezpečiť dokonalé zmäkčenie materiálu a nižšie náklady na formuláciu; V závislosti od požiadavky na vzorec s vysokou náplňou môže materiál dovážaný SKD61 (Japonsko alebo Nemecko) s valcom na ošetrenie zliatinových rukávov poskytnúť dokonalé riešenie.
2. Koextrudér vybavený systémom odvlhčovania a sušenia je možné použiť na výrobu kompozitného materiálu PMMA/ASA, ktorý zaisťuje vysoký výkon a kvalitu finálneho produktu.
3. T-die prijať štýl závesu možno použiť na výrobu jedného PVC taveniny viacvrstvového materiálu alebo viacvrstvové zloženého materiálu.
Povrch toku formy využíva leštenie a elektrochromickú úpravu, ktorá zaisťuje vynikajúcu tekutosť a dobrú antikoróznu, tepelnú odolnosť a odolnosť proti opotrebovaniu.
4. Distribútor sa väčšinou používa vo viacvrstvovom procese. Má niekoľko štruktúr ako A/B, A/B/A, A/B/C atď. Hlavným účelom je vytvorenie dokonalého zloženia rôznych taviacich materiálov.
5. Kalibračný formovací stôl obsahuje tri časti: kalibračnú formu, odťah a frézu, Formovacia forma je vyrobená z Horných a Dolných foriem, povrch toku prijíma leštenie a elektrochromickú úpravu, ktorá môže zabezpečiť vynikajúcu likviditu a dobrú antikoróznu ochranu,tepelne odolný výkon, odolný proti opotrebovaniu.
6. Dizajn kanála má tvar S, aby sa zväčšil kontaktný povrch formy, čo zaisťuje rýchlejší prenos ohrevu a rýchlu kalibráciu chladenia. Aby sa dosiahol vyšší stabilný ťah, tvar gumového valca (odťah) sa navrhuje podľa konečného produktu, fréza prijíma typ pílenia a tvar nožov podľa konečného produktu, čo vedie k plochému rezu bez triesok.
Technický parameter
| Štruktúra | Materiál | šírka | Hrúbka | Model extrudéra | Navrhnutý výstup |
| Jedna vrstva | PVC | 720/920/1100/1130 mm | 1,0-3,0 mm | SJZ80/156 | 350-400 kg/h |
| Dvojité vrstvy | ASA/PMMA+PVC | 720/920/1100/1130 mm | 1,0-3,0 mm | SJ50/30+SJZ80/156 | 350-400 kg/h |
| Trojité vrstvy | ASA/PMMA+PVC+PVC | 720/920/1100/1130 mm | 2,0-3,0 mm | SJ50/30+SJZ65/132+SJ51/105 | 350-400 kg/h |
| Trojité vrstvy | PVC+PVC Penenie+PVC | 720/920/1100/1130 mm | 2,0-3,0 mm | SJ51/105+SJZ65/132+SJ51/105 | 350-400 kg/h |





